之前有客戶詢問針對壓鑄件表面出現(xiàn)積碳發(fā)黑的情況,有什么好的解決辦法,在了解客戶的具體情況之后,我給他推薦了我們公司的一款壓鑄脫模劑820282,解決了客戶的問題,下面就給大家說說一般出現(xiàn)類似這種積碳發(fā)黑的原因和解決辦法。
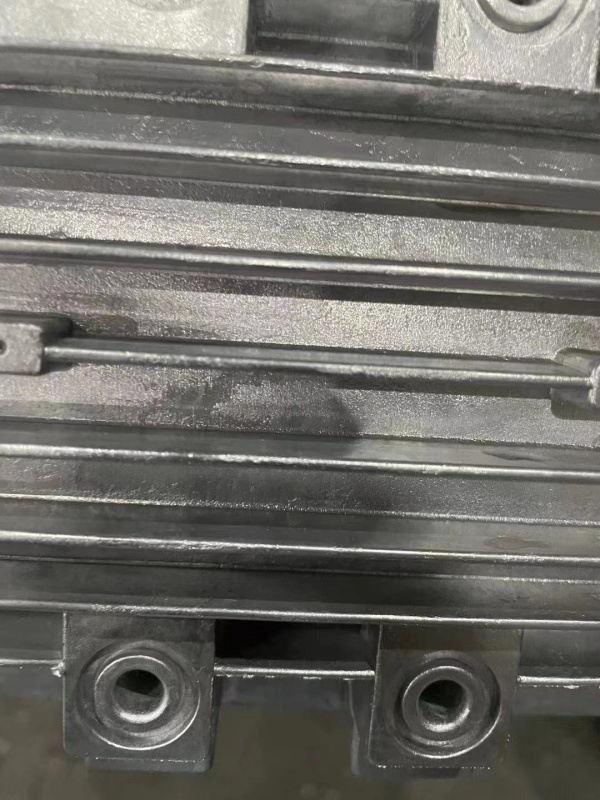
- 鑄件表面積碳發(fā)黑
壓鑄脫模劑或沖頭油品質(zhì)選用不當(dāng),或脫模劑不純,脫模劑中的蠟和有機物油脂容易燃燒,燃燒后的殘留物碳黑會燒結(jié)黏附在模具表面,形成積碳。積碳層黏附在模具表面比較牢固,通常需要使用油石、水砂紙和砂布拋光才能清除掉。可以對模具表面采取定期拋光的方法,防止出現(xiàn)過多、過大的積碳和發(fā)黑缺陷。
一般在開模瞬間模具表面溫度高于240 ℃,壓鑄脫模劑就會被燒結(jié)形成積碳。所以要降低澆注溫度,控制模具溫度在一定的范圍內(nèi),保持模具熱平衡。降低過熱部位的模具溫度,加大模具的冷卻水流量,讓模具溫度不要過高,防止脫模劑燒結(jié)集碳。另外,模具成型表面越粗糙,越容易使油煙黏附而產(chǎn)生積碳;選用的脫模劑不能承受高溫,澆注溫度和模具溫度越高,越容易產(chǎn)生油煙和燒結(jié)積碳。
模具表面如果有積碳,合金液熱量傳遞給模具的速度受到影響,在產(chǎn)品的厚大部位容易形成縮凹、熱裂紋缺陷,這時就要應(yīng)用油石或砂布打磨、拋光掉模具表面的積碳。
在鑄件較大熱節(jié)部位和厚壁部位,合金液處于高溫的時間比較長,壓鑄脫模劑http://www.kanjiadian.com的燒結(jié)情況加劇,較易形成積炭缺陷,所以應(yīng)很好地設(shè)置模具的冷卻和加熱系統(tǒng),調(diào)控好模具的溫度。